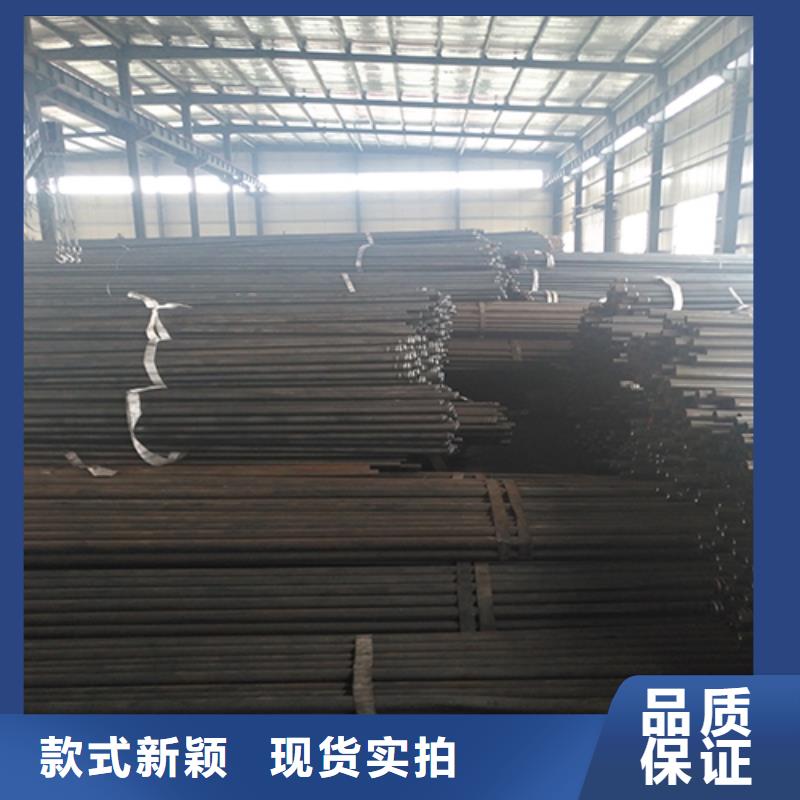
以下是:灌注桩声测管的产品参数
| 产品参数 |
|---|
| 产品价格 | 3/米 |
|---|
| 发货期限 | 2 |
|---|
| 供货总量 | 1000000 |
|---|
| 运费说明 | 含运费 |
|---|
| 最小起订 | 10 |
|---|
| 质量等级 | A |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | Q235B |
|---|
| 产品品牌 | 日升昌 |
|---|
| 产品规格 | 50 54 57 60 |
|---|
| 发货城市 | 全国 |
|---|
| 产品产地 | 河北沧州 |
|---|
| 加工定制 | 是 |
|---|
| 产品型号 | 50 54 57 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 过磅 |
|---|
| 产品颜色 | 黑色 |
|---|
| 质保时间 | 3年 |
|---|
| 外形尺寸 | 50 54 57 |
|---|
| 适用领域 | 高铁 高速建设 |
|---|
| 是否进口 | 否 |
|---|
| 质量认证 | ISO9000 |
|---|
| 工作温度 | 常规温度 |
|---|
| 长度 | 3-12米 |
|---|
| 连接方式 | 钳压式 螺旋式 套筒式 法兰式 承插式 |
|---|
| 壁壁厚 | 0.7-3.5 |
|---|
| 类类目 | 黑色金属冶炼压延品 |
|---|
| 执行标准 | GB/T31438-2015 |
|---|
| JI检测方式 | 超声波检测 |
|---|
| 运运输方式 | 汽运 |
|---|
以下是:灌注桩声测管的图文视频
灌注桩声测管,日升昌钢管声测管厂家专业从事灌注桩声测管,联系人:马经理,电话:19933757886、19933757886,QQ:1376565301,发货地:经济开发区发货到云南省 普洱市 ,以下是灌注桩声测管的详细页面。 云南省,普洱市 西汉,思茅地区属哀牢地。清代,实行“改土归流”,于雍正七年(1729年),将车里宜慰司所辖澜沧江以东思茅、普腾、勐乌、乌得、整董、橄榄坝等六版纳分出设普洱府。1953年3月28日,云南省普洱区专员公署改为云南省思茅专员公署。2003年10月30日,撤销思茅地区,设立地级思茅市。2007年1月21日,思茅市更名为普洱市。2018年12月29日,民委关于命名普洱市为“全国民族团结进步创建示范市”。
为了给您提供更的灌注桩声测管产品信息,我们上传了的产品视频。看视频,选购不迷路。
以下是:灌注桩声测管的图文介绍
面向未来,日升昌钢管声测管厂家将继续以为用户创造价值为己任,以【云南普洱桥梁注浆管】产品质量为核心、以优质服务为重点,以精细化管理为保障,以创新驱动为动力,追求市场较大化,与海内外客商一道,携手并进,在发展中共赢,在共赢中发展,努力实现融通天下!



声测管盖梁及台帽施工采用门式支架来进行盖梁和墩台帽的施工。门架搭设密度纵向间距1.0m,横向间距为1.5m,贝雷梁钢支墩设置于承台上,在贝雷梁与钢支墩间设砂板,以便脱模、云南普洱落架。1.地基处理原地面用砂砾回填夯实、云南普洱整平,场地四周设60cm×40cm深的排水沟,钢支墩置于承台上,门式支架基础采用宽×高=25cm×10cm的条形砼基础。2.支架搭设门式支架沿桥横向搭设,纵向间距1m,在墩柱处间距0.5m,门式支架横向间距为1.5m,门式支架采用Ф4.8cm钢管纵横连接加固,门式支架顶托声测管上声测管设I14工字钢。支架标高控制:贝雷梁支架,首先测出基础标高,配好钢支墩高度,通过基础砼调平块初步控制,再由砂板控制好标高;门式支架通过下底座和上托座螺栓调节控制标高。3.模板铺设及预压声测管贝雷梁跨及门式支架跨均沿顺桥方铺设方木,规格10×10×400cm,间距20cm,方木搭接保持50~100cm。底模采用1.2cm厚的涂塑竹夹板,电钻打孔用圆声测管钉固定在方木上,确保模板平整不曲挠,接缝严密。模内铺彩条布,用水准仪观测地基沉降和支架变形,待沉降稳定后卸载。测出底模标高与设计底模标高对比,进行调整底模标高至设计要求为止。



接触焊是以一对铜电极与被焊接的钢管两边部相接触,感应电流穿透性好,高频电流的两个效应因铜电极与钢板直接接触而得到**利用,所以接触焊的焊接效率较高而功率消耗较低,在高速低精度管材生产中得到广泛应用,在生产特别厚的钢管时一般也都需要采用接触焊。声测管机组焊接的两种方式:接触焊和感应焊。但是接触焊时有两个缺点:一是铜电极与钢板接触,磨损很快;二是由于钢板表面平整度和边缘直线度的影响,接触焊的电流稳定性较差,焊缝内外毛刺较高,在焊接高精度和薄壁管时一般不采用。感应焊是以一匝或多匝的感应圈套在被焊的钢管外,多匝的效果好于单匝,但是多匝感应圈制作安装较为困难。感应圈与钢管表面间距小时效率较高,但容易造成感应圈与管材之间的放电,一般要保持感应圈离钢管表面有5~8 mm的空隙为宜。采用感应焊时,由于感应圈不与钢板接触,所以不存在磨损,其感应电流较为稳定,保证了焊接时的稳定性,焊接时钢管的表面质量好,焊缝平整,在生产如API等高精度管子时,基本上都采用感应焊的形式。焊管机组调试及日常维护注意事项一般来说,焊管机组的制定一定要符合操作规程,操作员在机组运行过程中一定不能和模具进行接触,还要注意把手放在出管方向,避免操作不当对自己的和造成影响。另外焊管机组操作人在操作前要注意检查机组各润滑点是否润滑到位,否则就要注意加用一些润滑油,确保机组能够正常运行和工作。焊管机组使用过程中要注意采用一些耐高温的合成复合铝基润滑脂,这样可以避免焊管机组受到损坏


声测管外观打磨技术要点:1、云南普洱基础,对声测管进行目测检验,如焊缝是否有漏焊,焊穿,焊点深浅不均匀,偏离接缝太远,局部凹陷,对接不齐,是否有较深划痕,碰伤,严重变形等在本工序无法补救的缺陷,如果有上述缺陷应返回上道工序修整。如果无上述缺陷,进入打磨工序。2、云南普洱粗磨,用砂带在三面上往返磨削声测管,去掉工件焊接留下的焊点,以及在上步工序出现的碰伤,达到焊口圆角初步成型,水平面和垂直面基本无大划痕,无碰伤,经此步工序后声测管的粗糙度应能达到R0.8mm。3、云南普洱半精磨,用砂带按照前面往返磨削工件的方法中磨声测管的三面,主要是对前面工序出现的接缝进行修正以及对粗磨后产生的印痕进行进一步的细磨,对前面工序留下的印痕要反复磨削,达到工件表面无划痕,基本变亮。本工序表面粗糙度应能达到R0.4mm。4、云南普洱精磨,用砂带主要是对前步工序出现的细小纹线的修正磨削,磨削方法与上同。本工序要达到的目标是磨削部分与声测管未磨削部分的接缝基本消失,工件表面进一步光亮,通过本工序磨削后的声测管要基本接近镜面效果,工件表面粗糙度应能达到R0.1mm。



您是想要在云南省普洱市采购高质量的灌注桩声测管产品吗?日升昌钢管声测管厂家是您的不二之选!我们致力于提供品质保证、价格优惠的灌注桩声测管产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:马经理-19933757886,QQ:1376565301,地址:《经济开发区》。